磨损形式均对输送机的正常运行构成严重的威胁,六安输送带,但仅仅因为输送带局部强度的降低或者局部磨损就对其进行更换,则运行成本将会大大提高,因此,在实际运行中,采用下列措施进行局部维修。
1)局部热硫化技术采用硫化机进行热硫化,对于接头局部磨损的部位,采用热硫化技术能恢复输送带的性能,效果较好。缺点是人力物力投入较大,时间也较长,橡胶输送带,适合于小于硫化板表面积的局部处理,对于大面积磨损的处理难度非常大。
2)局部冷硫化技术对磨损部位打磨处理后,将冷硫化胶按比例调和后均匀涂到胶带磨损的表面,能基本恢复输送带性能。但固化时间较长,常温固化约10~24h,表面处理也不光滑,清扫器投入后,清扫效果不好。
3)局部冷粘技术一般采用德国蒂普拓普公
司修补条(纵向裂口)。优点是人力物力投入较少,具有较好的耐磨损和补强性能,恢复时间较短;缺点是对环境的要求高,不能恢复到原输送带表面平整要求,清扫器清扫效果不好。但是对于高利用率的设备,冷粘技术的推广应用有效地缓解了硫化技术的局限性带来的设备压力。
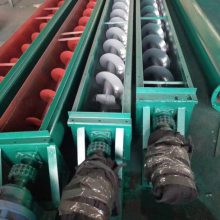
托辊是带式输送机的重要部件,输送带接头,种类多,数量大。它占了一台带式输送机总成本的35%,产生了70%以上的阻力,因此托辊的质量尤为重要。
托辊的作用是支撑输送带和物料重量。托辊运转必须灵活可靠。减少输送带同托辊的摩擦力,对占输送机总成本25%以上的输送带的寿命起着关键作用。虽然托辊在带式输送机中是一个较小部件,结构并不复杂,但制造出高质量的托辊并非易事。
判断托辊好坏的标准有以下几条:托辊径向跳动量;托辊灵活度;轴向窜动量。
托辊的基本类型
托辊是带式输送机的重要部件,种类多,数量大。作用是支承皮带,减少皮带运行阻力,并使皮带的垂直度不超过一定限度以***皮带平稳地运行。
托辊按其用途分类为调心托辊、缓冲托辊、槽型托辊、平行托辊。调心托辊的作用是纠正带式输送机的跑偏,通常输送机的重载段上安装回转式槽型调心托辊,空载段上安装平行调心托辊。缓冲托辊是根据实际情况应用于机尾架上的,受料时,可以降低物料对皮带的冲击,有利于沿长皮带的使用寿命。槽形托辊一般由两个侧托辊和一个平托辊组成,槽角度一般为30度,输送带生产厂家,对于可拆卸式的带式输送机,槽形托辊的三个托辊互相铰接在一起,故称铰接托辊。平行托辊一般为一个长辊,它安装在承受压力的下端故称下托辊。
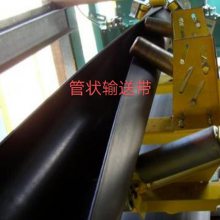
影响输送带跑偏的因素主要分为:
1 制造所引起的跑偏(1)滚筒加工两端直径不等形成一端直径大一端直径小,从而引起输送带跑偏。
(2)托辊的中间支架及边支架安装托辊轴的槽口不在同一直线上。2 安装引起的跑偏(1)头、尾滚筒轴线与输送机纵向中心线不垂直,引起输送带两侧张力不同。
(2)托辊支架与输送机纵向中心线不垂直。
(3)槽形托辊组两侧倾斜辊子之槽角不等。
(4)托辊支架安装倾斜(基本不平及安装的质量造成),使输送机整机托辊支架不在同一水平面上,造成输送带上的物料不对中,从而引起输送带跑偏。
环境引起的跑偏露天安装使用的带式输送机,特别越野长距离带式输送机,受到风、雨、雪等天气变化也会引起输送带跑偏。